Nearly all CNC machine uses a Cartesian coordinate system based on an X, Y, and Z-axis. This system allows a machine to move in a specific direction along a specific plane.
#1 How CNC machines are classified based on control system features?
''Classified by the servo system, it can be divided into open-loop control system, semi-closed loop control system and closed-loop control system. Open-loop control system means that there is no detection and feedback device''
#2 What does a coordinate code communicate to a CNC machine?
''G codes describe the operation that the machine will perform. X, Y, and Z codes determine the cutting operation location. F and S codes set the feed and speed, T codes signal the correct cutting tool, and M codes complete other miscellaneous functions''
CNC MILLING COORDINATE SYSTEM
2 SLOT AND 4 HOLLS
PROGRAM NO. 1

N01G90G21M03S1000
N02G01X20Y20Z5F.25
N03G01Z-5
N04G01Z10
N05G01X20Y80
N06G01Z-5
N07G01Z10
N08G01X80Y20
N09G01Z-5
N10G01Z10
N11G01X80Y80
N12G01Z-5
N13G01Z10
N14G01X40Y40
N15G01Z-5
N16G01X50Y40
N17G01X50Y80
N18G01X40Y80
N19G01X40Y40
N20G01Z10
N21G01X60Y40
N22G01Z-5
N23G01X70Y40
N24G01X70Y80
N25G01X60Y80
N26G01X60Y40
N27 Z10
M30
PROGRAM NO. 2
ANGLE HOLL CUTTING
O0011
N01G90G21M03S1000
N02G16F2.00
N03G00X30Y0Z10
N04G01Z-5
N05G01Z10
N06G01X30Y30
N07G01Z-5
N08G01Z10
N09G01X30Y60
N10Z-5
N11G01Z10
N12G01X30Y90
N13Z-5
N14Z10
N15X0Y0
N16Z-5
M30

CNC Turning coordinate system
Program No. 1
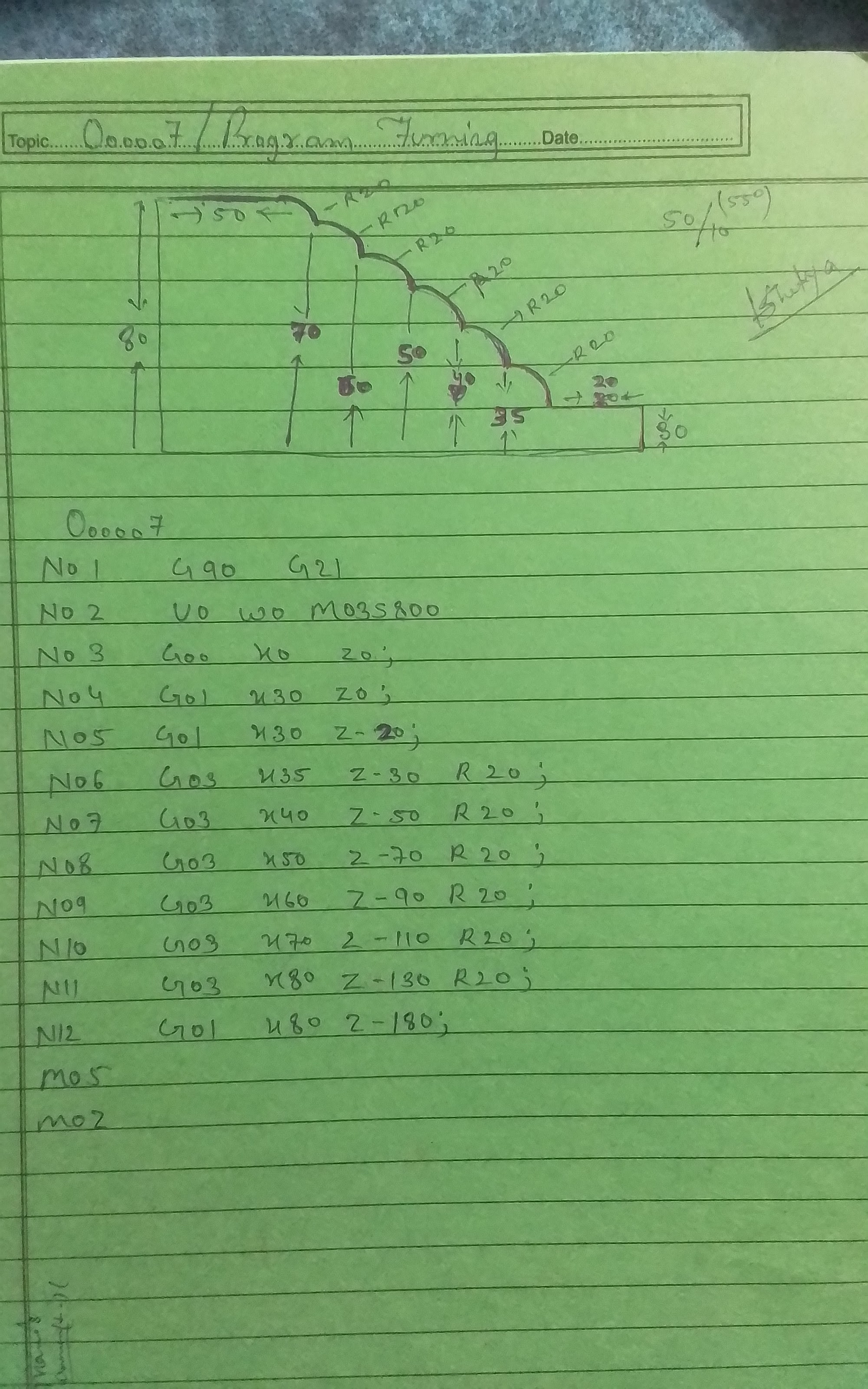
O0007
N01G90G21
N02U0W0M03S1000
N03G00X0Z0
N04G01X30Z0
N05G01X30Z-20
N06G03X35Z-30R10
N07G03X40Z-50R20
N08G03X50Z-70R20
N09G03X60Z-90R20
N10G03X70Z-110R20
N11G03X80Z-130R20
N12G01X80Z-180
M05
M02
Program No. 2
O0008
N01G90G21
N02U0W0M03S1000
N03G00X0Z0
N04G01X30Z0
N05G01X30Z-20
N06G02X40Z-40R20
N07G01X40Z-50
N08G03X50Z-60R10
N09G01X50Z-80
N10G03X60Z-90R10
N11G01X60Z-140
N12G02X70Z-160R20
N13G01X70Z-200
M05
M02

Program No. 3

O0009
N01G90G21
N02U0W0M03S1000
N03G00X0Z0
N04G01X20Z0
N05G01X20Z-10
N06G03X30Z-20R10
N07G01X30Z-40
N08G01X40Z-40
N09G01X40Z-60
N10G02X50Z-70R10
N11G01X50Z-90
N12G02X60Z-100R10
N13G01X60Z-110
N14G02X70Z-120R10
N15G01X70Z-140
N16G03X80Z-150R10
N17G01X80Z-170
N18G02X90Z-180R10
N19G01X90Z-200
N20G03X100Z-210R10
N21G01X100Z-250
M02
M05

CNC Turning Coordinate System
Nearly all CNC machine uses a Cartesian coordinate system based on an X, Y, and Z-axis. This system allows a machine to move in a specific direction along a specific plane. Reduce the Cartesian system to its basics, and you have a familiar number line. One point on the line gets designated as the Origin.
1. What are the 3 coordinate systems?
There are three commonly used coordinate systems: Cartesian, cylindrical and spherical. In this chapter, we will describe a Cartesian coordinate system and a cylindrical coordinate system.





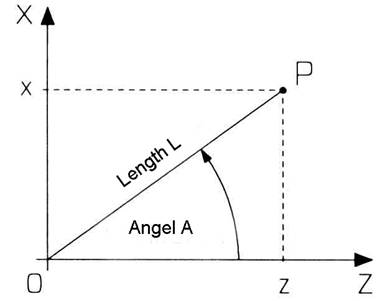
Coordinate system
A CNC program describes the work piece outline by indication of points in a coordinate system. Usually a right-hand coordinate system is used, but in certain cases also indication of polar coordinates can be used. Since turning acts with rotationally symmetric parts (mathematical: Volume body, which will be get through rotation of a piece of curve around an axle), a two-dimensional execution is sufficient. The X-axis shows in direction of the across support, the Z-axis coincides with the axis of rotation of the main spindle.
Machine zero point
The feed axles in along and transverse direction build the Machine coordinate (coordination) system. The machine zero point is given by the manufacturer and normally lies on the spindle axle at height of the chuck admission. To this coordinate system refers the control with its instructions.

Workpiece coordinate system
In a manufacturing drawing the zero point is on the reference element. That can be a front surface and the axis of rotation for e.g. So that one does not have to convert the dimensions during numerical control programming to the Machine coordinate system, one can determine a new workpiece zero point in the coordinate system by a zero shift (e.g. G54), to which all following data refer. This workpiece coordinate system can be selected by the operator freely and makes the simple conversion possible of drawing data to a NC-Program possible.

Absolute measure- Incremental measure
Coordinate data as absolute data refer to the zero point (e.g. move to the point X = 40mm Z =-50mm). The X-value indicates the diameter.

With an indication of incremental measure the values refer to the current position (e.g. move - 30 mm in Z-direction). In this case the X-value indicates the actual length of movement X-1 means a diameter reduction of two millimetres.
Tools


Since there are turning tools of most diverse kind, the control must get all relevant data for the work. Common denominator of all tools is the tool adjusting point. It is at the notice surface of the tool holder and coincides when inserting into the tool chuck with the tool reference point (see up). The control takes this point for the calculation of the tool movement.
In order to consider now the different tool dimensions now, a correction value memory is assigned to each tool in the computer of the machine, which contains the distances of the chisel point of the tool reference point. These values are measured either before the job or determined by a sample manufacturing. The length of the tool is the distance in Z-direction (lengthwise to the spindle axle). The transverse value of the tool is the distance in X-direction (transverse to the spindle axle). In addition the control needs the radius of the cutting edge and the work quadrant for the calculation of the radius correction.
For the production of a workpiece several different tools are usually needed. A tool magazine or a tool turret makes it possible to equip the machine with several preset tools. In the NC-Program the needed tool with it`s stored correction values will be called by the magazine number.
CNC Program structure
Program structure A NC-Program consists of individual sentences. These consist of individual words, which divide themselves in address and value. A sentence contains usually several words.
Frequent addresses::
N
record number
G
way conditions (circle, straight lines, rapid traverse)
X
X- coordinate endpoint
Z
Z-coordinate endpoint
F
feed rate
S
spindle speed
T
tool number
M
machine function
Some instructions apply only to the sentence, in which they are programmed. In addition, there are some which are valid over several sentences. The instruction “G00” (rapid traverse), e.g. is so long valid, until it is overwritten by another instruction. One speaks then of a modal effective instruction.
Work Coordinate Systems
For a coordinate system to be useful, the programmer must be able to assign the origin to a convenient place relative to the part to be machined. To define the work coordinate system origin, the programmer can position the the machine to the desired point and tell the machine that the position it is currently in should be the work origin.

The position of the work coordinate systems are often stored in an “offset register” or “offset screen.” Most machines can accommodate several different coordinate systems. The programmer can ask the machine to use one of the work coordinate systems by specifying, for example, G54.
Enabling G54 through G59 is a common way to specify a specific work coordinate system. To specify the origin of, for example, G54, the operator would use an edgefinder or other probe to position the spindle over the desired origin (see below).



No comments:
Post a Comment